ラップ研磨・ラップ加工とは

ラップ研磨とは、ダイヤモンドなどの砥粒と油を混ぜた混合液(=スラリー)を使った遊離砥粒による研磨方式です。
バインダーの中に砥粒が入り固定されているいわゆる「砥石」とは、ワークの削り方が異なります。
砥石の場合は、砥石から突き出した砥粒が、ワークを次々と引っ掻いて削っていきますが、ラップの場合は定盤とワークの間に入り込んだ砥粒で擦り切るように削っていきます。
ラップは砥石に比べ研削力が落ちる分、ワークへの負荷が少なく平面度、平行度、仕上がり寸法が高精度化できます。
砥石での研磨は、砥石自体に圧力をかけてワークの表面を削ります。加工後に圧力がなくなると反発(スプリングバック)が起こるため、平面度、平行度に影響が出る場合があります。
ラップ研磨はワークを押さえつけずフラットな状態で削るため、反発がなく平面度、平行度の精度が出やすくなります。焼けの発生もありません。
しかし、砥石での研磨に比べ研削力は落ちるため、加工に時間がかかります。
また、高い表面粗さ(Ra0.05以下)が要求される場合は、ラップ研磨後にポリッシュ、鏡面加工が必要になります。
「鏡面」にも数値的な定義はなく、外観的な鏡面(Ra0.05以下)を求めるか、寸法的な鏡面(Ra0.1前後)を求めるかによって、取るべき手法、工程が変わります。
諏訪機械でのラップ研磨の考え方・利用するケース
当社では、要求精度と加工コスト、納期のバランスが取れた最適な研磨手法を提案しています。
ラップ研磨をご検討されている方の中には「図面にLAPと書かれているからラップにしたい」「鏡面に仕上げたいからラップ研磨を使いたい」と考えている方がいらっしゃるかもしれません。
ですが、必ずしも鏡面仕上げにラップ研磨が適しているわけではありません。
前述の通り、遊離砥粒を使用するラップ研磨は、砥石での研磨に比べ研削力が落ち、加工時間も多くかかります。最終製品に求められる精度や品質によっては、砥石での研磨の方が仕上がりや納期、コスト面で優れている場合があります。
昨今では高い面粗度が出せる砥石も増え、砥石での鏡面仕上げも十分可能になりました。
QCDのバランスが取れた研磨を行うためには、製品の仕様や要求精度に合わせてどのような研磨方式を採用するかの見極めが重要になります。
当社では、主に下記のようなケースでラップ研磨(+ポリッシュ研磨※)を採用しています。
※ラップ研磨後の仕上げとして表面粗さを整えるために行う工程です。
- 鏡面仕上げ時、加工面に引き目が出るのを避けたい場合
- 平面度、平行度の要求が高い場合
- ワークの板厚が極端に薄い場合
研磨方式を選ぶときに考慮すべきポイント
- ワーク
-
- 材質
- サイズ
- 板厚 など
- 要求精度
-
- 面粗度(Ra)
- 平面度
- 平行度 など
- 製品仕様
-
- ロット数
- 納期
- ターゲットコスト など
研磨方式による違い
| ラップ盤 | 平面研削盤 | 両頭研削盤 | ポリッシュ盤 | バフ研磨 | ロータリー研削盤 | |
|---|---|---|---|---|---|---|
| 加工面 | 両面or片面 | 片面 | 両面or片面 | 両面or片面 | 片面 | 片面 |
| 磁性体 | ○ 対応可 |
○ 対応可 |
○ 対応可 |
○ 対応可 |
○ 対応可 |
○ 対応可 |
| 非磁性体 | ○ 対応可 |
△ 対応可だが 精度で劣る |
○ 対応可 |
○ 対応可 |
○ 対応可 |
△ 対応可だが 精度で劣る |
| 寸法精度 | ◎ | ○ | ○ | ○ | × | ○ |
| 平面度 | ◎ | ○ | ○ | ○ | × | ○ |
| 平行度 | ◎ | ○ | ◎ | ○ | × | ○ |
| 研削力 | △ | ◎ | ◎ | × | △ | ◎ |
| 表面粗さ | △ | ○ | ○ | ◎ | ◎ | ○ |
| 生産性 | △ | ○ | ◎ | △ | ○ | ○ |
| コスト | △ | ○ | ◎ | △ | ○ | ◎ |
このように研磨方式にはそれぞれ長所と短所があります。
当社では、豊富な研磨加工の経験とノウハウを元に、製品の仕様を詳細にヒアリングし、狙う表面粗さやワークの点数、納期といった条件を踏まえて、最適な研磨方法をご提案しています。
QCDに優れたベストな研磨加工をご検討の際は、是非当社にご相談ください。設計段階でのご相談も承ります。
「特殊な材質・形状の部材を研磨したい」「加工の精度を上げたい」「生産性を上げたい」など、お気軽にお問い合わせください。
試験片(テストピース)の加工といったご相談にも対応いたします。
ラップ研磨の加工例
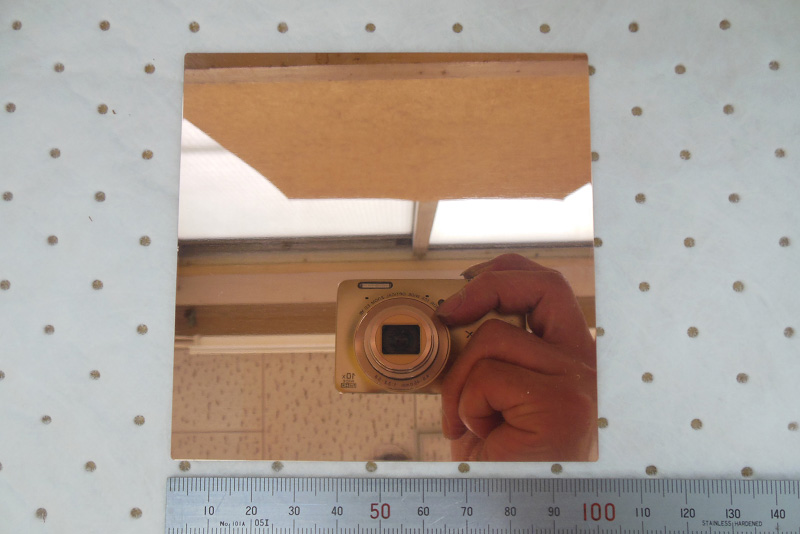


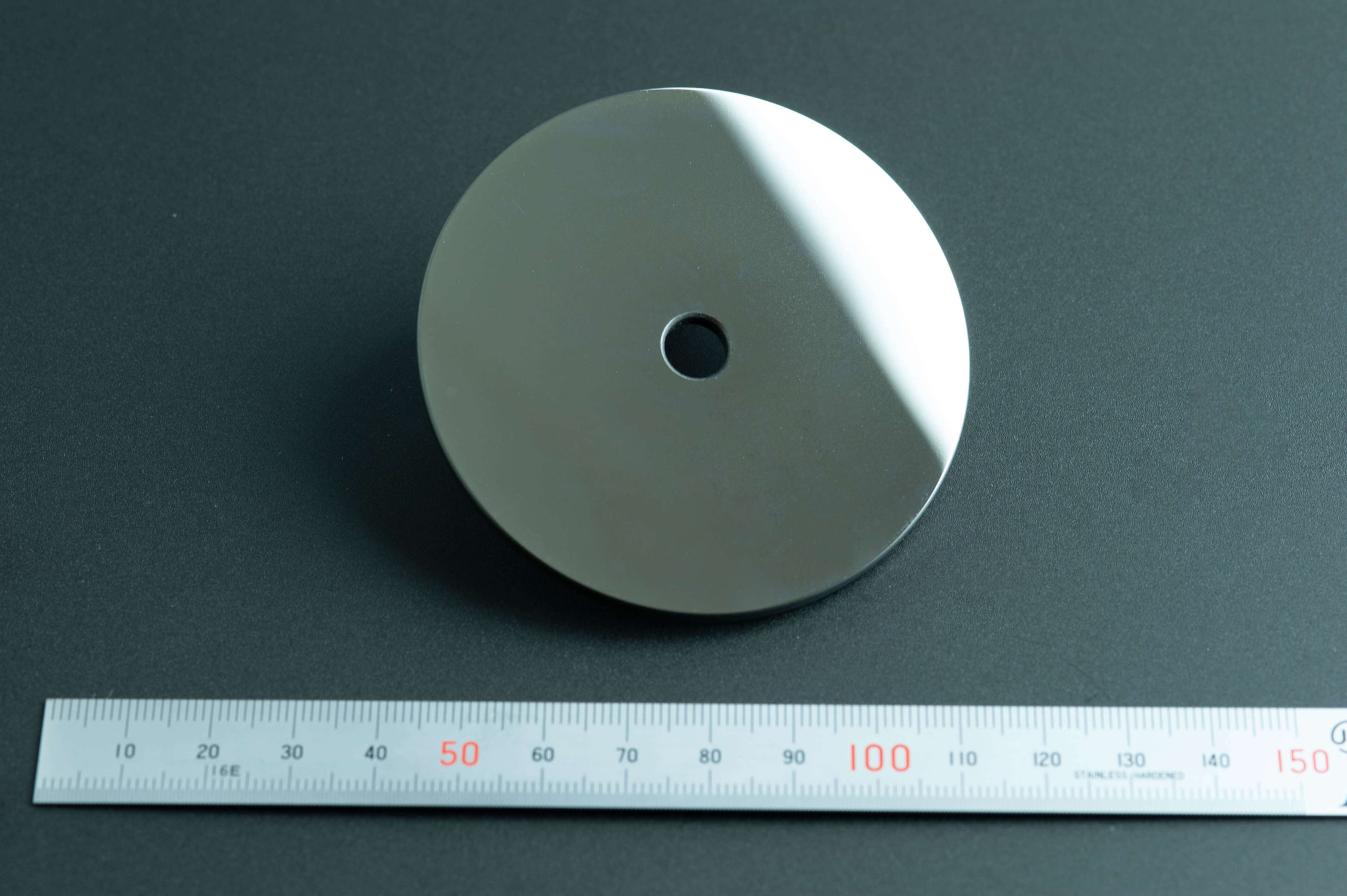
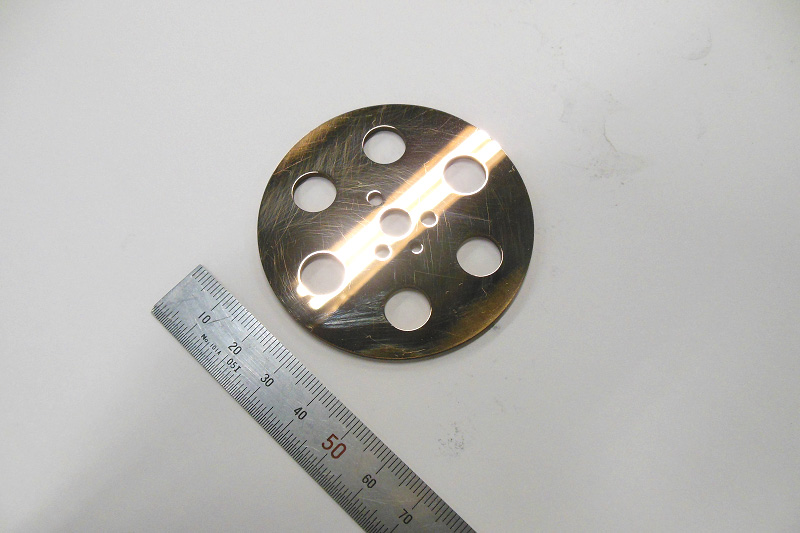
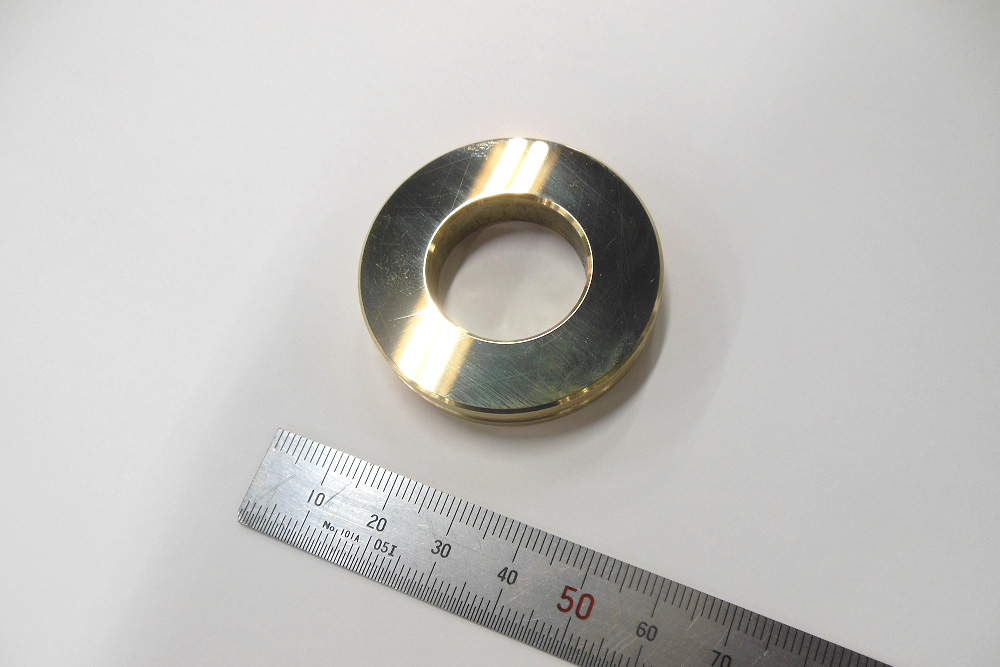
ラップ加工と合わせて切削加工もお任せください
当社は切削加工部門と研磨加工部門を併設した金属加工会社です。
形状の削り出しから仕上げの研磨工程まで一括でご依頼いただけます。
切削加工では精度要求の高い光学部品を多数手がけており、薄物の円筒加工を真円度0.03以下の高精度で加工が可能です。
また、切削と研磨を組み合わせることで、複雑形状の製品でも10μmの高い精度の平面度、平行度を実現します。
よくある質問
Q:ラップ研磨と両面研削どちらの方法がよいか判断がつきません。何か判断の基準になるポイントがあれば教えてください。
A:研磨する材質や仕上げたい表面粗さによって、どちらの方法を選択すべきか変わります。
まずは弊社問い合わせ窓口までご相談ください。必要事項をヒアリングさせていただき、最適な方法をご提案いたします。
Q:材質の制限はありますか?
A:ラップ研磨、両面研削共に、材質の制限はありません。難削材や超硬材の研磨も可能です。まずはご相談ください。
Q:ワークサイズに制限はありますか?
A:ラップ研磨、両面研削共にφ120までが基準となりますが、条件次第でφ180まで対応可能な場合がございます。まずはご相談ください。
Q:アルミ、SUSの鏡面加工はできますか?
A:可能ですが、場合によって傷ができる可能性があります。
お問い合わせはこちら
当社の会社概要、研磨加工技術をPDF形式にまとめた資料を公開しています。検討資料としてご活用ください。
資料ダウンロード